技術丨如何讓你的窯恢復正常運轉
1 是否要焊接磨損的托輪
客戶的問題:為什么不在托輪表面上焊接以修 復磨損的輪表?
窯專家的回答:修復包括通過對托 輪表面局部或整體的覆蓋。靠焊接可以形成能替代 磨損材料的新材質,這種修復方法曾被反復嘗試,但 大多數都不能達到滿意的效果。決定修復成敗的相 關因素有很多,要知道成敗之處就必須了解托輪表 面的機械構造。
赫茲壓力是輪帶與托輪的接觸壓力。一個托輪 要支撐的負荷一定不能超過赫茲壓力允許范圍的上限。輪帶的直徑主要由它的簡體直徑決定,輪帶的 厚度要能提供足夠的強度和硬度來支撐筒體和其內 部物質的重量。因此輪帶要有適當的截面系數,而截面系數是由輪帶的厚度和寬度共同決定的。托輪 直徑是赫茲壓力的一個決定因素;托輪直徑越大,赫 茲壓力越小。但是輪帶和托輪間接觸線的長度和輪 帶面寬度,相對托輪直徑對赫茲壓力有更直接的影 響,所以輪帶越寬其赫茲壓力越小。
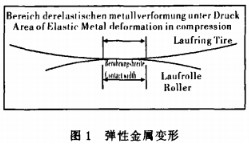
輪帶與托輪之間的接觸線和接觸點,細看的話 實際是一塊區域而不是一條線,因為鋼也是有彈性的。正如汽車輪胎與路面接觸時會輕微變平,輪帶 和托輪面經過接觸時也都會變扁平(見圖1)。
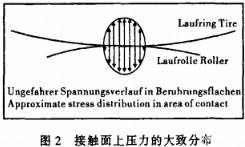
曲面相接時產生了接觸壓力,在接觸面寬度的 中心升到最大值。即在輪帶與托輪接觸面相交的中 心線的那一點有最大值(見圖2)。
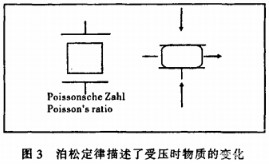
同時,還存在一個被稱為“泊松定律”的現象,即 某物質如果向著某個方向被擠壓,它會向其它方向 延伸(見圖3)。
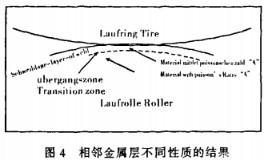
托輪表面被焊接后,新的金屬層與底層物質會有不同的力學性質。不管焊條冶金與底層金屬選的多么仔細和契合,不管預熱處理的工作做的多全面,金屬性質的差異還是會存在。通常又都沒有采取這 些預防措施,所以情況更糟糕(見圖4)。
當托輪面 經過接觸點時,如圖所示金屬會壓縮變形,壓縮程度 會因幾何學和總重量有所不同。但外層和底層金屬 由于機械性質不同,壓縮程度也不同。泊松比率是度量這種壓縮程度差異的一種方法。因此,在金屬 融合區的剪切力可以輕易地分離開兩種材料。微小的裂縫會漸漸擴大,不管焊接的多好,焊接材料也會很快就碎裂,剝落,或者與底層金屬分離。
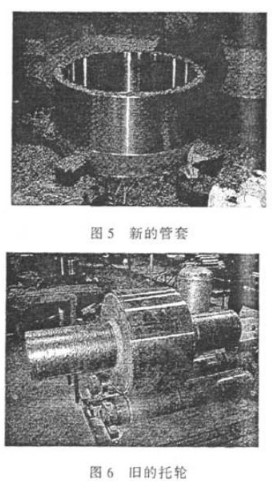
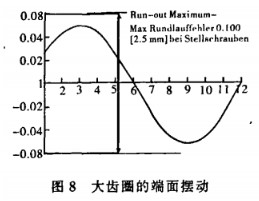
如果托輪還很大,還有修復價值,加工一個足夠 厚的輪圈是使修復能持久的第一步。一個新的套管(見圖5),通常是一個新鑄的有足夠厚度的輪圈,把 它配合套裝在舊的托輪外面(見圖6)。輪圈熱脹冷 縮的配合精度要能防止其在運轉中脫離。有能力和 有經驗的機械廠都知道這些工藝參數。這種組裝的 產品經過機械加工后會具有原始托輪的尺寸,該修 復產品的使用壽命如同新托輪一樣長。請注意圖6 中的托輪是在舊托輪的軸端用密集縫焊來修復的。 在其軸端縫焊修復是可行的,因為它的表面的壓力 非常小,而且在運轉中其表面還有一層油膜支撐。
2 用百分表測量軸齒輪
客戶的問題:只用一個百分表可以測量大齒圈 的端面擺動嗎?
窯專家的回答:不可以。只用一個百分表測量窯大齒圈端面擺動的方法是不妥當的(見圖7)。用 2個百分表測量端面擺動,能消除所有由托輪支撐 的旋轉設備都固有的“軸端面浮動”的影響。窯的簡體,由于有適應熱膨脹的結構特點,又受推力控制器 和結構設計經濟性因素的影響,簡體可以沿軸向移動。這種在大齒圈端面測量出來的移動,通常不會超過大齒圈與小齒輪端面尺寸之差值,名義尺寸約 為±1/2英寸[12 mm]左右。

被推力擋輪限制做軸向移動的推力輪帶,通常 是離大齒圈最近的那個輪帶。這是窯筒體上的一個固定點,從這里熱膨脹使筒體向著其它的方向膨脹伸展。因此離該點最近的大齒圈的位置就可以固定不變,大齒圈與小齒輪平行排列,它幾乎不受簡體熱膨脹的影響。
如果是這樣,當推力輪帶在推力擋輪的連續運轉推動時,只用一個百分表不能消除窯簡體的“軸向端面浮動”嗎?
這里假定推力輪帶始終圍繞窯筒體的軸線旋轉,且筒體軸線是完全筆直。也就是說,輪帶沒有發生晃動。當然這實際上是不可能的。所有的輪帶,包括推力輪帶,都會晃動。我們只需要討論它晃動了多少。對大齒圈端面擺動范圍的要求是很嚴苛的,大約在0.030~0.060英寸[0.8~1.5 mm]內,且對每個齒輪都有具體的最大許可值。所以我們可 以知道筒體最微小的移動或推力擋輪表面微小的瑕疵都可以引起足夠大的軸向間隙,從而導致大齒圈 端面擺動的錯誤測量讀數。
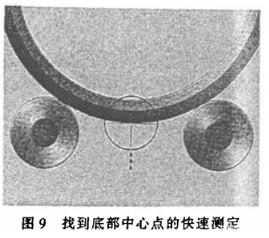
只用一個百分表測量時,推力輪帶的任何晃動 都會在大齒圈上反映出來,被看作是大齒輪的端面擺動。而這兩種晃動沒有辦法區分。在不知情的情況下大齒圈會被當作唯一的端面擺動來調整,(或盡 從業人員所能)以應對推力輪帶的擺動。這樣一個百分表就會顯示符合大齒圈端面擺動數據了。這樣做最多就是能讓大齒圈端面擺動來反映推力輪帶的 擺動。兩者數據大小相同,只是方向相反。推力擋輪表面的凸凹不平會給讀數帶來很大干擾,會擾亂 后續的工作。把大齒輪端面擺動數據繪制成函數圖 形時,相對于圓周位置的振幅定義了一個正弦曲線 (見圖8)。更加復雜的數據分析還包括函數曲線分析,要把數據配合到最切合的正弦波形圖上。2個百分表沒有相隔180°時也可以讀取數據,但必須是同一個端面的數據。即使過程復雜,還是有必要使 用2個百分表。
真正的難題是,只用一個百分表時,大齒圈的端 面擺動仍然是個未知數。使用2個百分表,可以準確完成這些測量幾乎不費額外的力氣,至于別的方法都不用討論了。僅使用一個百分表說明他們對窯 的機械結構缺乏了解或者是公然的忽視。
3 尋找窯輪帶的底部中心點
顧客的問題:如何尋找窯輪帶的底部中心點?
窯醫生的回答:回轉窯是運轉還是停止的?如 果窯是停止的,只要用卷尺沿軸找到輪帶的中心,劃一條12英寸的圓周線。然后在輪帶的底部用水平 儀找水平面,找水平時劃線標出切點,這一點就是底 部中心點。要更準確就要用水平儀;如果還要更高 的準確度,就要使用光學自動水準儀。把機械師的 刻度尺或光學工具尺的零刻度一端固定在一塊磁鐵上,然后把磁鐵末端置于輪帶上。刻度尺要從輪帶 處呈放射狀向外伸出。讓一個人通過自動水準儀觀 看著刻度數,沿著圓周線移動帶磁鐵刻度尺,通過底 部中心點。當水準儀視場內的刻度讀數達到最大值 時,觀測者就能用自動水準儀確定輪帶的底部中心 點。
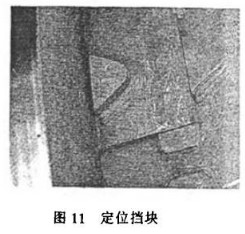
有一個簡單的方法可以快速確定中心點:在輪 帶底部噴灑WD40(一種輕油),油會順著輪帶底部 流下并滴落(見圖9)。
如果窯是運轉的:把自動水準儀放置在窯中心線旁,平視輪帶的底部邊緣。自動水平儀要裝在可 以作垂直移動調節的架子上。上下移動自動水平 儀,直到其視場內交叉瞄準的水平線與輪帶邊緣為 切線。仔細觀測底部切點上的交叉瞄準線,就可目 測來確定輪帶的中心點。在中心點處直立一個高度 尺并擺動它,就可以測出輪帶底部中心點的最小高度。
4 回轉窯的運轉方向
顧客的問題:回轉窯可以逆向旋轉嗎?
窯醫生的回答:最關鍵的是托輪支座內帶油杯 的淋油機構。油杯淋油機構是單方向的,所以不能逆向旋轉。否則,缺少潤滑油會造成托輪軸承的損壞。通常推力擋輪要與窯中心線向窯朝下轉動的一 邊偏移3~6 mm。逆向旋轉的窯意味著要把推力擋輪裝備移動大約6~12 mm,這樣它才能恢復到向下轉動的一邊所需要偏離的3~6 mm。如果不這樣做,推力擋輪就會受到一種向上的力,會上升并 撞到簡體的底面,引起窯的嚴重損壞而發生停窯事故。
讓窯反向旋轉也逆轉了支撐托輪的推力。這就 需要作一個常規的校準。如果窯有雙重的驅動,兩 邊各有一個小齒輪,那么從驅動的觀點來看反向運 轉是有可能的。要知道小齒輪的軸承、底部和基座 一般是為向下的正常負載設計的;而在逆向運轉中 這些壓力反向了,所以一定要確保小齒輪的軸承上的負載是在允許范圍之內的。
如果窯的大齒圈用了沿切面的彈簧底座,通常該底座安裝后,回轉窯正向旋轉時彈簧板會被拉伸。而窯的逆向旋轉會使彈簧板受到壓緊力的負載,這可能會造成窯驅動旋轉的不穩定。很難說這樣會不 會出問題(見圖10)。

窯的出料口通常會偏離窯的中心線。從窯內出料時,熟料會集中在窯向上轉動的一側,它位于接料板的中心。當窯逆向運轉時,熟料出口的中心會明顯地轉換到窯的另一側。
如果窯上裝有多筒冷卻機或管式冷卻器,要用 帶倒轉螺旋的冷卻器來替代。如果窯筒體的進出口的封口是為一個特定的旋轉方向設計的,也會成為一個問題。如果窯上裝有橫向螺旋盤,還要把它們倒轉過來。當然也可能會出現其它的問題,但是由于不了解你的回轉窯和操作過程,很難預見所有的可能性。
5 輪帶的位置
顧客的問題:我們一些窯的運轉時,輪帶會碰撞 到其下端定位塊,而它們原來總與輪帶的上端定位 塊相碰撞。這引起一些損壞:在驅動墩上的輪帶下 端面的碎裂,而且在該輪帶上裝有位置監控器還會 把窯向上更加推移。針對發生這種問題的原因您可 以給一些建議嗎?兩個輪帶每分鐘的轉速都是在 1/4~1/2英寸之間滑動。
窯醫生的回答:有時候有一個令人迷惑的問題 經常被人問起:在筒體上定位擋塊之間的輪帶,為什 么有時靠上端定位塊,有時靠下端定位塊?(圖11 顯示了一個定位塊,定位塊離輪帶的縫隙顯示了輪帶的位置。)
這其中包括了很多問題,有些很直觀,有些不易察覺:
1)托輪的歪斜。這通常對輪帶造成了最直接的影響,但很容易被其它影響力量所遮蓋。
2)一般磨損。在這種情況下,托輪滾動面會逐漸產生微小的錐度,不再平滑。只要有千分之幾英寸的凸凹不平就會產生作用,輪帶會開始上移或下 移,找到耗能最小的一點為止。“耗能最小”的這一點和窯的斜面幾乎無關,而更多和托輪表面的錐度 和凹陷有關。輪帶開始順著錐面下移,或移至托輪 凹陷處的最低點。
3)由于窯筒體內壁掛窯皮引起輪帶的異常現象。例如,如果筒體在輪帶的一面上比另一面要熱 得多,筒體的直徑就會發生微小的變化。輪帶就會要遠離較熱的那一面。這是熱變形錐度影響的另一個例子。
4)窯筒體的彎曲。如果窯簡體的彎曲集中在該 輪帶上,在一次旋轉期間該輪帶向上和向下的機會 幾乎相同。這可以看作是支撐托輪上交替出現的推 力負荷。當使用“菲利斯回轉窯維修推力監控器”, 就顯著地表明了這一點。當支撐托輪安裝了球形滾 柱軸承,推力監控器就特別有用,因為由于傾斜調 整,托輪不能軸向移動。但窯彎曲通常有它們的位 置發生點或拐點,除了生輪帶中心之外,所以根據當 時主要的情況,筒體會謳使輪帶上移或下移。這是 傾斜的另一種表現。托倫傾斜時會把輪帶沿軸向推 動。彎曲變形的筒體開j臺把輪帶擠向“耗能最小”遠 離彎曲處的一點。
5) 回轉窯的非正常負載。這個現象最常見于有 較長墩距的回轉窯中。這樣的窯有時被稱為“柔軟 的”窯,因為它們對于未對準的情況更能寬容忍受。 一些使用者在研究“窯的硬度比”時就知道這一點 了。硬度比說明了在其它事項中校準是多么關鍵。 這是說點兒題外話了。真正的問題是:在異常負載 的事例中,比如在一個柔軟的窯里,建造一個很大很 重的環狀物,容納了更多噸的物質,但造成了討厭的 窯墩之間的中部筒體下陷。而且該下陷并不能被輪 帶另一面簡體下陷所平衡。其后果是:因為筒體傾 斜使輪帶并不能和托輪傾斜相配合,于是輪帶被迫 從負重的墩距處擠走。
最后這個情況也許會是一種持續的狀況,比如 在把六墩窯改成三墩或四墩窯時常常發生。這并不是因為預料外的負重,而是因為最初窯的設計被打 亂,剩下的窯墩不能被最佳地重新安置。實際上在 這樣的情況下,改變基座或托輪傾斜使其更好地配 合筒體傾斜可能是一種解決問題的方法。
在持續出現意外的輪帶位置上,找出其產生的 原因是解決問題的方法。先做容易的事情。有了這 個觀點,一個人就可以決定是糾正出現的問題還是 想辦法忍受它。
作者:張晰
作者單位:武漢大學外國語學院
出處:中國水泥備件網微信公眾號(關注查詢更多資訊)
歡迎投稿,投稿郵箱:tougao#cement365.com(#替換為@)
(本文來源網絡,若涉及版權問題,請作者來電或來函聯系!)

 浙公網安備
33010802003693號
浙公網安備
33010802003693號